Introduction
Picture a typical shift change at a mid-size manufacturing plant. The outgoing supervisor has just handed over the clipboard. The incoming team is settling in. And in that twenty-minute gap — while everyone is moving around and no one is quite watching — a batch of mis-labelled cartons rolls off the line. A worker enters a restricted zone without a helmet. A pallet jams at the loading bay and nobody notices for half an hour.
None of this shows up until something goes wrong.
Here’s the thing: your cameras probably caught all of it. Most factories in India today have CCTV installed — sometimes dozens of cameras. The footage is there. The problem is that the footage is just footage. It sits on a server, unreviewed, until someone has a reason to dig through it.
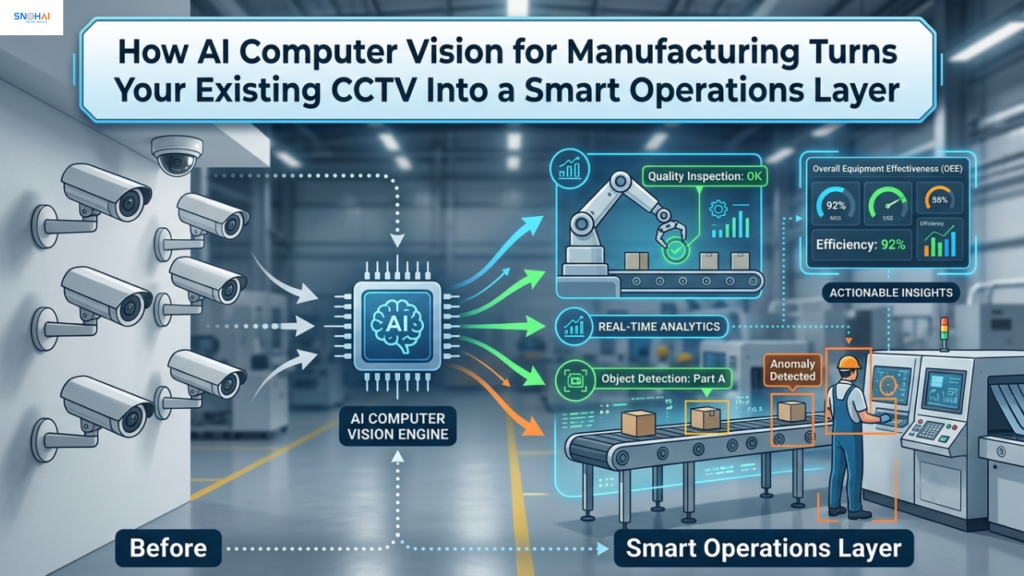
AI computer vision for manufacturing changes that equation entirely. It gives your existing cameras the ability to watch, interpret, and act — in real time — without replacing a single cable or bracket.
That’s what this article is about: not the technology, but what it actually does for the people running your floor.

The Problem With Traditional CCTV in Industrial Settings
CCTV was designed for one job: recording. It does that job well. But recording is passive. And in a busy plant, passive isn’t enough.
Here’s where traditional surveillance falls short for smart CCTV for factories use cases:
- No one can watch 50 feeds at once. A security team that’s monitoring six screens is already stretched. At forty cameras, meaningful real-time oversight is physically impossible.
- Footage is reviewed after the fact. An incident happens, and then someone goes back to find the clip. By then, the damage is done.
- No automatic alerts exist. If a worker enters a hazardous zone without PPE, the camera records it. Nobody gets notified unless someone happened to be watching that feed at that exact moment.
- Video generates zero operational data. Hours of footage sit on servers — unsearchable, unanalysed, contributing nothing to process improvement.
- Compliance audits become manual marathons. Proving EHS compliance to an auditor means pulling footage, scrubbing through it manually, and documenting what you find. It takes days.
The cameras are doing their job. The problem is everything that comes after recording.

What AI Computer Vision Actually Does (In Plain English)
Think of it this way: an AI vision system is like hiring someone whose only job is to watch every camera, every second, without ever losing focus or taking a break.
Here is how it actually works, without the jargon:
- The system learns what to look for. AI models are trained on images and video relevant to your facility — specific PPE types, product defect patterns, vehicle movement zones, machine states. Once trained, the system knows what “normal” looks like and what falls outside of it.
- It watches every feed simultaneously. Not sampling, not spot-checking — continuous monitoring of every camera in real time, something no human team can do.
- When it sees something, it tells you immediately. A safety violation, a quality defect, an unauthorised person, an idle machine that should be running — each triggers an instant alert to the relevant supervisor, not a post-shift report.
- Every event is automatically logged. Timestamp, camera ID, snapshot, event type — the system creates a structured, searchable audit trail as it goes, without anyone lifting a finger.
Crucially: this works on your existing cameras. In most deployments, there is no need to rip out and replace infrastructure. The intelligence is added as a software layer on top of what you already have.
Snoh Vision, SnohAI’s computer vision product, is built precisely for this integration — designed to sit over standard IP and CCTV infrastructure used in Indian manufacturing facilities, with AI-powered video surveillance India deployments already live across factory, warehouse, and logistics environments.

Three Ways Snoh Vision Creates Value on the Factory Floor
Quality Control Without Adding Headcount
Human inspectors are good. But they have limits — especially at speed. When a production line is running at pace, inspectors miss things. Not because they aren’t paying attention, but because the volume is simply too high.
AI-powered computer vision quality control doesn’t tire or lose focus. It inspects every unit passing the camera, looking for:
- Surface defects (scratches, dents, discolouration, cracks)
- Packaging errors (wrong box, seal failure, incorrect fill level)
- Label mismatches (wrong product code, missing batch number, wrong orientation)
The system flags defective items in real time, before they reach the next stage of the line — or worse, before they reach the customer. The result is a lower defect escape rate, fewer customer complaints, and less rework cost. No additional headcount required.

Workplace Safety Monitoring — Before an Incident Happens
The standard approach to safety incidents at most plants is reactive: an incident occurs, a report is filed, a corrective action plan is written. Sometimes that plan arrives too late.
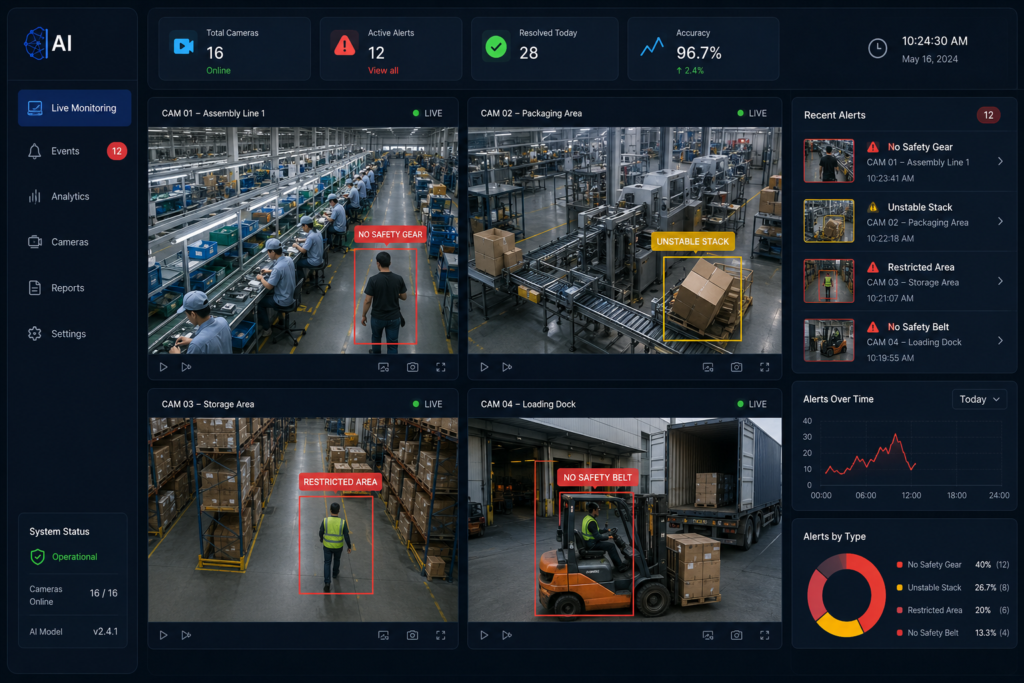
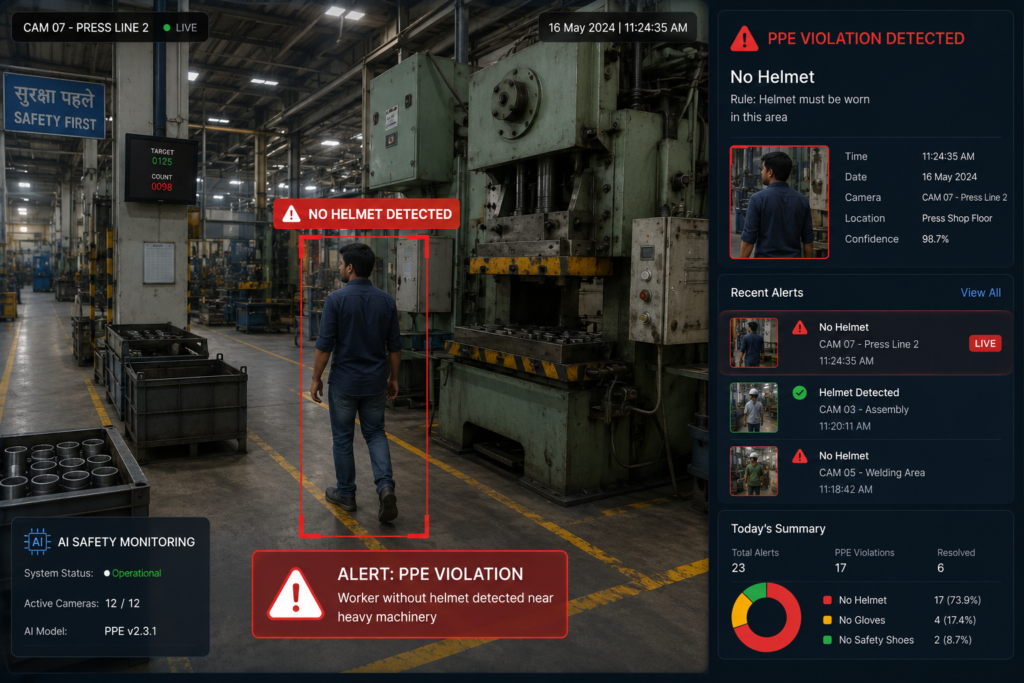
Workplace safety monitoring AI flips this to preventive. Snoh Vision monitors safety conditions continuously and alerts supervisors the moment a violation occurs — not after it leads to an injury.
What it detects:
- PPE violations: workers without helmets, high-visibility vests, safety glasses, or gloves in zones where these are mandatory
- Unauthorised zone entry: personnel crossing into restricted or hazardous areas
- Vehicle-pedestrian conflicts: forklifts or trolleys moving through pedestrian corridors
- Blocked emergency exits: fire exits or evacuation routes obstructed by equipment or inventory
Beyond immediate alerts, every detected event is logged with a timestamp and snapshot. This creates automatic EHS compliance documentation — useful during factory safety audits under the Factories Act, 1948 and for maintaining records required by your EHS officer without manual effort.
According to data from the Directorate General Factory Advice Service & Labour Institutes (DGFASLI), workplace accidents in Indian manufacturing remain a significant concern — proactive monitoring is one of the most direct ways to reduce exposure.
Real-Time Operations Intelligence
Beyond quality and safety, there is a third category of value that most plants leave on the table: operational insight.
Your cameras are pointed at your production floor all day. They can see when a machine is idle that shouldn’t be. They can see where work is piling up. They can see when throughput slows down at a particular checkpoint. But only if something is actually watching.
Real-time operations monitoring software built on AI vision gives you:
- Equipment anomaly detection: Smoke, unusual vibration patterns, steam leaks, or machines sitting idle when they should be running — detected visually and flagged immediately
- Throughput tracking: How many units moved through checkpoint A between 9 AM and 11 AM? The system counts automatically.
- Bottleneck identification: Where does work physically accumulate? A camera over a conveyor or assembly station will show it — and the AI will flag when the pattern deviates from baseline.
When Snoh Vision raises an alert, it doesn’t have to stop there. Connecting to Snoh Flow allows you to trigger automated workflows in response — routing an alert to the right team, logging a maintenance ticket, or escalating based on how long an anomaly persists. Vision becomes the sensor. Workflow becomes the response.

Does This Work With My Existing Camera Setup?
This is the first question most plant managers ask. And it’s the right question.
The honest answer is: in most cases, yes.
Snoh Vision is designed to integrate with standard IP cameras — the type most modern factories already have installed. You do not need to replace hardware to get started. The AI processing layer sits on top of your existing feed infrastructure.
A few practical points worth knowing:
Cloud vs. on-premise deployment. Snoh Vision supports both. For Indian manufacturers handling sensitive production data — process specs, output volumes, layout footage — on-premise deployment means your video data never leaves your facility. It’s processed locally, and only event metadata (alerts, snapshots, logs) is surfaced through the dashboard. This matters for companies with confidentiality obligations or operating in competitive industries.
What about older cameras? The system works best with IP cameras that provide a clean, stable feed. If your facility has very old analogue cameras, a simple encoder upgrade is typically all that’s needed — far less disruptive and expensive than a full camera replacement.
Scalability. You don’t have to deploy across the entire plant on day one. Most implementations start with one or two high-value zones — a quality inspection station, a loading bay, a restricted area — before expanding.

Who Is Already Using This — And What Results Look Like
AI vision adoption is accelerating across Indian industry. According to industry analysis from NASSCOM, manufacturing and logistics are among the fastest-growing sectors for AI deployment in 2025–26, with operational intelligence tools seeing particularly strong uptake as companies look to reduce costs without increasing headcount.
Here is what deployment looks like across three key sectors:
Manufacturing (Assembly & Production Lines) Snoh Vision is used to run continuous defect inspection on production lines and to monitor PPE compliance across assembly zones. In high-throughput environments, this replaces spot-check inspection and reduces the number of defective units that reach final packaging.
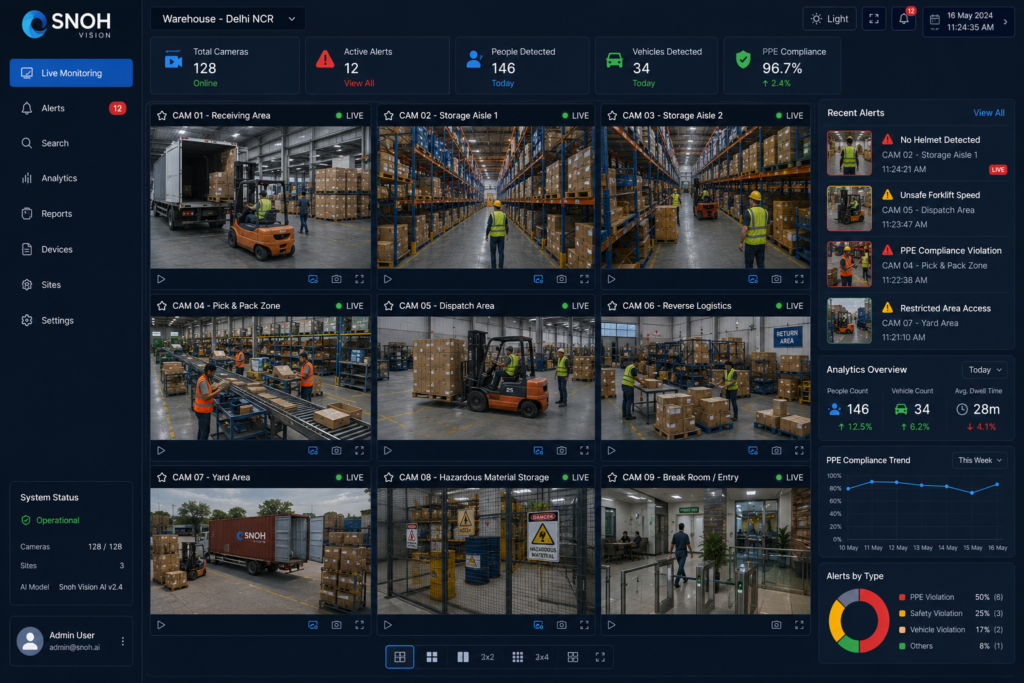
Warehousing & Logistics In warehouses and distribution centres, the focus is on access control, loading bay safety, and movement tracking. The system flags unauthorised personnel in storage areas, detects vehicles moving in pedestrian zones, and tracks inventory movement at entry and exit points.
Pharmaceuticals & Food Processing These sectors have strict hygiene and contamination regulations. AI vision monitors for hygiene compliance — detecting workers without required protective clothing, identifying foreign objects near production areas, and flagging contamination-risk situations in real time. Automated logs support regulatory documentation requirements.

Common Questions Before Getting Started
Q1: Do we need to replace our cameras?
Usually no. Snoh Vision works with most standard IP cameras already installed in industrial facilities. If your existing setup provides a stable digital feed, you likely don’t need new hardware.
Q2: How long does implementation take?
For a defined use case — say, PPE monitoring on one production floor or defect detection at a single inspection point — most deployments are live within 4 to 6 weeks. That includes camera integration, model configuration, and user training.
Q3: What about data privacy and storage?
Video can be processed on-premise, meaning full footage never has to leave your facility. The system logs events (alerts, snapshots, timestamps) rather than archiving complete footage indefinitely. This keeps storage requirements manageable and addresses data sensitivity concerns.
Q4: Can it be customised for our specific process?
Yes. The AI models are trained on your specific environment — your product types, your facility layout, your safety rules. A pharmaceutical plant monitoring for sterile-zone compliance needs different logic than a steel plant monitoring for PPE on a hot floor. Customisation is part of the deployment process.

Comparison: Traditional CCTV vs. AI-Powered Vision
| Capability | Traditional CCTV | Snoh Vision (AI-Powered) |
| Real-time alerting | None — manual review only | Instant alerts on detected events |
| Alert speed | After incident (hours/days) | Within seconds of detection |
| Data generated | Raw video only (unstructured) | Structured event logs, timestamps, snapshots |
| Human effort required | High — someone must watch or review | Minimal — system flags, humans respond |
| Compliance support | Manual footage review for audits | Automatic event log and documentation trail |
| Coverage | Limited by number of reviewers | All cameras, all the time |
| Actionable insights | None | Quality data, safety trends, throughput metrics |

Conclusion
Your cameras are already watching. The question is whether anything is actually listening.
Snoh Vision adds the intelligence layer — turning passive recording into active, real-time awareness across three areas that matter most on the factory floor: quality control that catches defects before they reach the customer, safety monitoring that flags violations before they become incidents, and operations intelligence that surfaces bottlenecks and anomalies before they become costly delays.
If you manage a factory floor, warehouse, or production facility and want to see what your existing cameras are missing, Snoh Vision is worth a conversation.
Whether you’re starting with one use case or planning a facility-wide rollout, SnohAI’s intelligent automation platform is built to meet Indian manufacturing operations where they are — and move them forward.