

Picture a typical shift handover on a busy production floor. The outgoing supervisor briefs the incoming one, cameras are running across every zone, and everyone moves on. But between those two shifts, a worker skipped his helmet, a batch of products with a surface defect made it past the line, and a vehicle reversed through a pedestrian walkway. None of it was caught — not because the cameras weren’t there, but because no one was watching all 50 feeds at once.
This is the everyday reality for most Indian factories and warehouses. AI computer vision for manufacturing isn’t a futuristic concept anymore — it’s the practical answer to a very familiar problem: your CCTV infrastructure records everything but understands nothing.
The insight here is simple: your cameras are already installed. The gap isn’t hardware. It’s intelligence. AI computer vision turns those passive recording devices into an active, real-time operations layer — one that watches every feed, every second, and tells you what actually matters. Without replacing a single camera.
The Problem With Traditional CCTV in Industrial Settings
Most factories have decent camera coverage. The problem isn’t coverage — it’s what happens (or doesn’t happen) with the footage.
Here’s what traditional CCTV systems actually deliver on the ground:
- Human reviewers physically cannot watch all feeds simultaneously. A facility with 30–50 cameras needs dozens of eyes to catch anything in real time — and no one has that headcount.
- Footage is almost always reviewed after an incident. It becomes a tool for reconstruction, not prevention. By the time you’re watching the replay, the damage is done.
- There are no automatic alerts. Someone has to actively notice something is wrong. If they’re busy or distracted (and they usually are), it goes unnoticed.
- No data is extracted from video. It just sits on a server. The footage contains operational intelligence — about throughput, safety, equipment — that is never actually used.
- Compliance audits become a manual nightmare. Safety officers have to scrub through hours of footage to document incidents or demonstrate adherence to protocols.
The phrase “smart CCTV for factories” gets thrown around a lot, but what it really means is this: a system that watches so your team doesn’t have to — and tells you what to act on, right now.
| Capability | Alert Speed | Data Generated | Human Effort Required | Compliance Support |
| Traditional CCTV | Only after manual review | Raw footage (stored, unused) | High — someone must watch | Manual footage review |
| AI-Powered Vision | Real-time (seconds) | Structured event logs + snapshots | Low — automated alerts | Automatic audit trail |
What AI Computer Vision Actually Does (In Plain English)
Here’s the honest, no-jargon version of how it works.
AI models are trained to recognise specific objects, behaviours, and anomalies in video feeds. Think of it as teaching the system what “normal” looks like — and what isn’t. A worker without a helmet. A product with a crack. A forklift in a pedestrian zone. A conveyor belt that’s moving slower than it should.
Once trained and deployed, the system watches every connected camera, every second — something no human team can do. When it detects something that matches a rule you’ve defined, it raises an alert immediately. Not in the next morning’s report. Right now.
Every event is logged with a timestamp, the camera ID, and a snapshot. You get an automatic, searchable audit trail without anyone having to manually create it.
The critical point for Indian manufacturers evaluating AI-powered video surveillance India solutions: this works on your existing camera setup. No rip-and-replace. No new infrastructure in most cases. The AI layer sits on top of what you already have.
Snoh Vision — SnohAI’s computer vision product — is built exactly on this principle. It connects to your existing IP cameras and turns them into a live intelligence system for your operations.
Three Ways Snoh Vision Creates Value on the Factory Floor
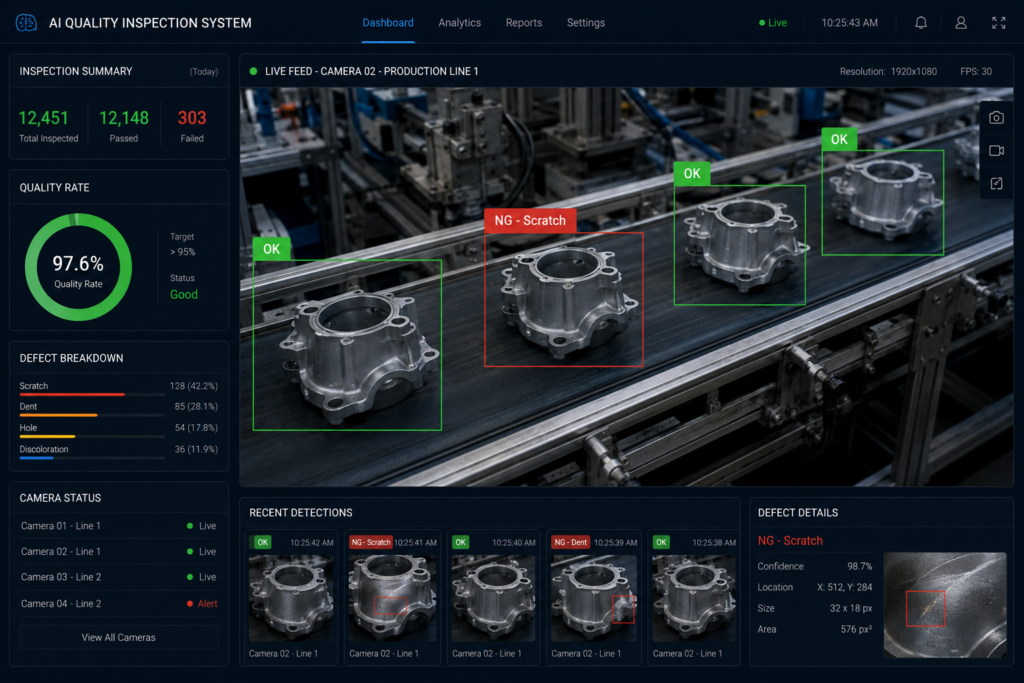
A. Quality Control Without Adding Headcount
On a fast-moving production line, human inspectors face a fundamental limitation: speed. At scale, the eye misses things — especially surface defects, minor label mismatches, or subtle packaging errors that only become obvious when a customer complaint comes in.
Computer vision quality control works differently. The AI inspects every unit that passes through a defined checkpoint in real time. It catches defects consistently, regardless of shift fatigue or line speed. The result is a lower defect escape rate, fewer returns, and less rework — without adding inspectors to the headcount.
- Detects surface defects, dimensional inconsistencies, and cosmetic issues automatically
- Flags packaging errors and label mismatches at line speed
- Generates defect reports by shift, line, and SKU — no manual tallying required
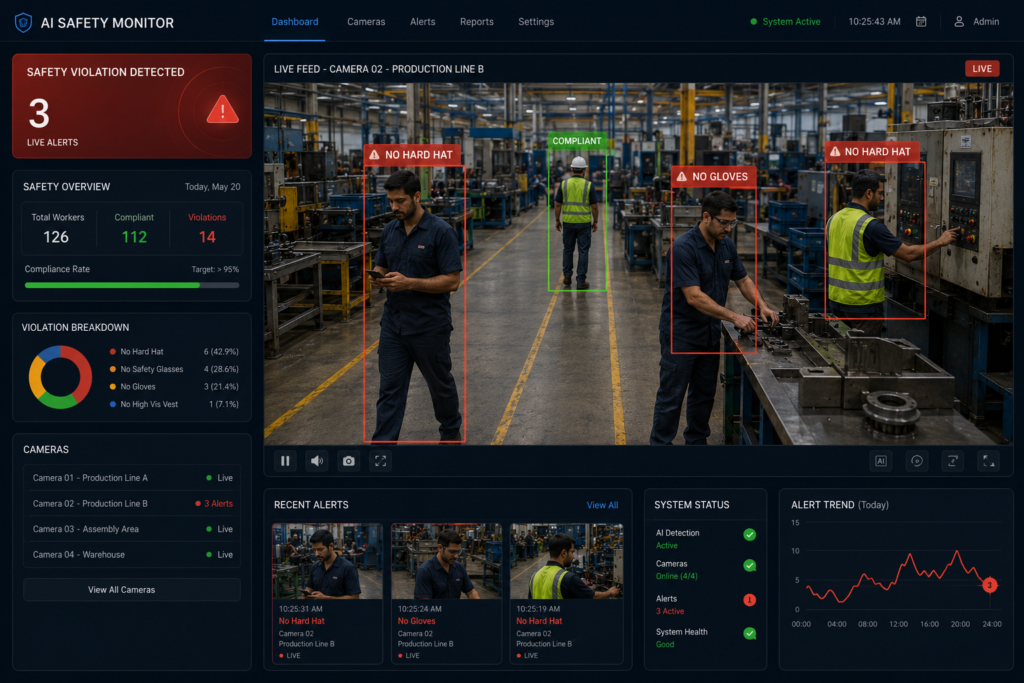
B. Workplace Safety Monitoring — Before an Incident Happens
In Indian manufacturing, workplace safety compliance is both a regulatory requirement and a genuine operational risk. The Directorate General Factory Advice Service (DGFASLI) tracks tens of thousands of industrial accidents annually — most of which involve documented but unenforced safety rules.
Workplace safety monitoring AI shifts the model from reactive to preventive. Instead of reviewing footage after a worker is injured, the system flags the hazard before it becomes an incident.
- Detects PPE violations in real time — missing helmets, vests, gloves, or footwear
- Flags unsafe behaviours: personnel entering restricted zones, vehicles in pedestrian areas, blocked emergency exits
- Sends immediate alerts to supervisors via dashboard or mobile notification — not a post-incident report
- Automatically logs every safety event with timestamp and snapshot for EHS compliance documentation
For EHS officers, this is particularly significant: Snoh Vision generates the compliance documentation as a by-product of normal operation. Audit preparation stops being a project and becomes a report you already have.
This aligns with safety obligations under the Factories Act, 1948 and supports the documentation requirements that safety auditors typically ask for.
C. Real-Time Operations Intelligence
Real-time operations monitoring software is the third — and often underestimated — value area. Your cameras don’t just see safety events. They see your entire operation.
- Monitor equipment for visible anomalies: smoke, unusual motion, idle machinery during active shifts
- Track throughput at key production checkpoints — how many units per hour, where the line is moving, where it isn’t
- Identify bottlenecks by watching where work physically piles up on the floor
- Flag deviations from standard operating procedures as they happen
When Snoh Vision raises an alert — say, a production bottleneck at a specific station — you can trigger an automated workflow in Snoh Flow to notify the right team, escalate to a supervisor, or initiate a process response. The vision layer feeds the action layer.

Does This Work With My Existing Camera Setup?
This is the first question most operations heads ask — and it’s the right one.
The short answer: in most cases, yes. Snoh Vision is designed to integrate with standard IP cameras, which is what the majority of industrial facilities in India already run. The AI layer connects to your existing video streams. You don’t need to replace cameras, overhaul your network infrastructure, or do a significant hardware project to get started.
On deployment options:
- [object Object]Video is processed via a secure cloud pipeline. Suitable for facilities comfortable with off-premise data handling and looking for faster deployment timelines.
- [object Object]The AI processing happens within your facility’s own servers. No video data leaves your premises. This is the preferred option for most Indian manufacturers — particularly in sectors like pharmaceuticals, defence supply chains, and automotive — where production data is sensitive and data localisation matters.
The on-premise option is specifically worth noting for factory directors evaluating vendors. It means your camera feeds, your event logs, and your operational data remain inside your four walls. Not on a shared cloud environment where you’re wondering about data governance.
Implementation timelines are typically 4–6 weeks for a defined use case — meaning you can go from current state to live deployment within the quarter.
Who Is Already Using This — And What Results Look Like
Across three industry verticals, this is where computer vision is delivering measurable outcomes today.
Manufacturing (Assembly & Discrete Production): AI vision is being used to automate defect detection on assembly lines and enforce PPE compliance across production zones. Facilities report significant reductions in end-of-line rejections and a shift from reactive safety reviews to proactive daily compliance monitoring.
Warehousing & Logistics: High-traffic environments with complex access control and vehicle movement benefit substantially from vision-based monitoring. Use cases include detecting unauthorised personnel in restricted zones, monitoring loading bay safety during unloading, and tracking inventory movement at dock doors without additional RFID infrastructure.
Pharmaceuticals & Food Processing: Hygiene compliance monitoring is a critical use case in regulated industries. Computer vision can detect contamination risk events (open containers near production areas, personnel without proper gowning) and flag them before they become a batch rejection or a regulatory incident. Inspection logs serve directly as compliance documentation.
According to industry analysis from NASSCOM and leading consulting firms, manufacturing and logistics are among the fastest-growing sectors for AI adoption in India heading into 2026 — with supply chain disruptions over the past two years accelerating investment in operational intelligence tools that reduce human dependency at monitoring points.
If you want to store and manage your inspection reports and safety logs in a structured way, Snoh Docs can serve as the documentation layer alongside Snoh Vision.
Common Questions Before Getting Started
Q: Do we need to replace our cameras?
Usually not. Snoh Vision is built to work with most standard IP cameras that industrial facilities already have installed. A compatibility check at the start of the conversation will confirm whether your current setup qualifies — but in most cases, you’re good to go.
Q: How long does implementation take?
Most deployments for a defined use case — say, PPE compliance monitoring across five zones, or defect detection on two production lines — are live within 4 to 6 weeks. This includes integration, model training on your specific environment, and initial testing.
Q: What about data privacy and video storage?
With the on-premise deployment option, video data is processed locally and never leaves your facility. The system logs structured events (timestamp, camera ID, event type, snapshot) — it doesn’t indefinitely archive raw footage. You keep control of your data.
Q: Can it be customised for our specific processes, layouts, and products?
Yes. The AI models are trained on your specific environment — your products, your facility layout, your defined safety rules. A general-purpose model gets you part of the way. Custom training is what makes it accurate enough to be operationally useful.
Your Cameras Are Already Watching. Snoh Vision Makes Them Think.
Most factories already have cameras covering their floor. The infrastructure investment is done. What’s been missing is the intelligence layer that makes that coverage actually useful — not just for reviewing incidents after the fact, but for catching quality issues, safety violations, and operational inefficiencies the moment they happen.
Snoh Vision delivers that in three concrete areas: automated quality control without additional inspectors, proactive safety monitoring before incidents occur, and real-time operations intelligence that helps you manage the floor, not just record it.
If you manage a factory floor, warehouse, or production facility and want to see what your existing cameras are currently missing, Snoh Vision is worth a conversation.
It’s part of SnohAI’s intelligent automation platform — built for Indian manufacturing and logistics operations that want practical AI outcomes, not just a pilot that never scales.